● 我们非常注重废钢的选材,洁净优质的原材料是保证角件良好品质的基础。
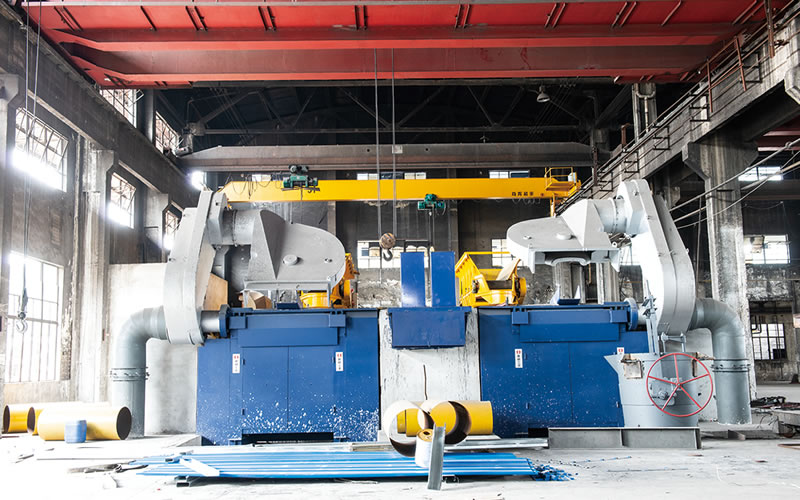
● 熔炼采用5T和2T中频无芯感应电炉,中性炉衬,不氧化法熔炼工艺,硅锰沉淀脱氧,铝终脱氧。
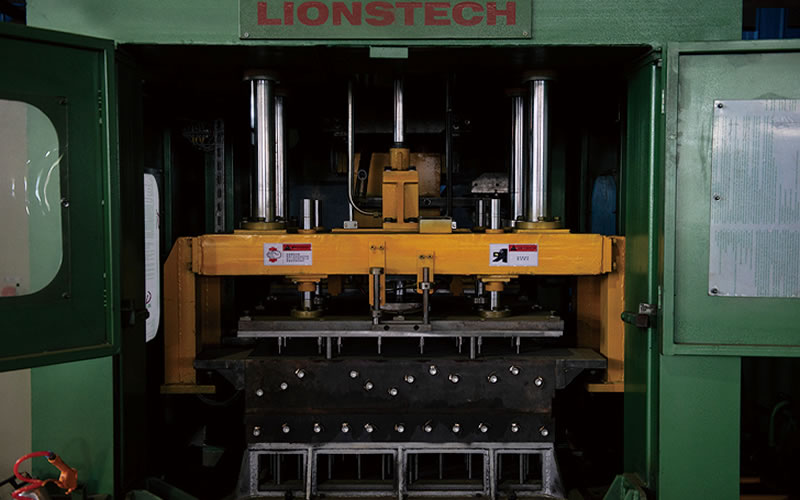
● 造型采用酚醛树脂覆膜砂,水平分型式壳型机制型,射芯机制芯组合的方式。
● 浇注采用现阶段比较先进的底注方式,结合镇静工艺,具有控温方便,氧化夹杂少,浇注能够实现钢、渣分离,操作安全可靠,用工少的优点。
● 配备四条自动壳型输送线,实现自动化铁丸埋箱,底注浇注,由于铁丸的比重及激冷的效果,此工艺下生产的角件具有尺寸稳定,结构致密,无夹杂(渣)等缺陷,机械性能更高,使用上具有更安全可靠的优点。
● 机加工采用组合式双面铣配备液压夹具,具有定位精准,压紧可靠,最大限度的用设备来降低人的因素。
● 热处理采用专门为连续生产而设计的全自动温控天燃气步进式推杆炉,经试验验证,此设备运用PID控制系统,具有控温精度高,并且由于管道天然气的气压比较稳定,热能波动小,加热均匀,密封保温性能好,冷却速率高等特点,加上反馈式喷嘴燃烧系统的使用,燃烧更充分,利用率更高更节能。铸件热处理质量得到进一步的保证。
● 后道清理采用挂钩式抛丸生产线及履带式清理机复合使用,具有清理效果好,减少产品相互之间的磕碰,使产品具有更好的美观度。
● 防护处理采用富锌油漆浸涂方式,采用配备搅拌装置的悬链环形浸漆线,较人工喷涂,具有涂层均匀,效率高,污染小等优点
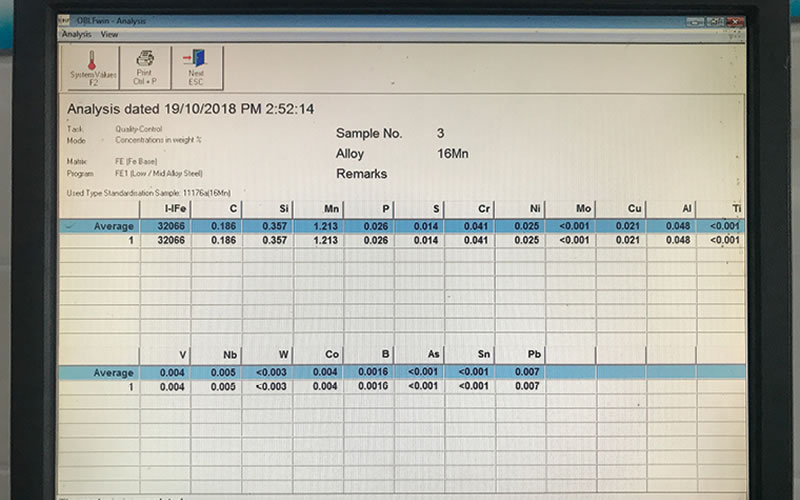
● 角件试验包括化学元素检验(C、Si、Mn、P、S五大元素和一系列微量合金元素)和机械性能试验(拉伸试验:屈服强度,拉断强度,延伸率,断面收缩率;低温冲击试验:-20℃冲击吸收功)。
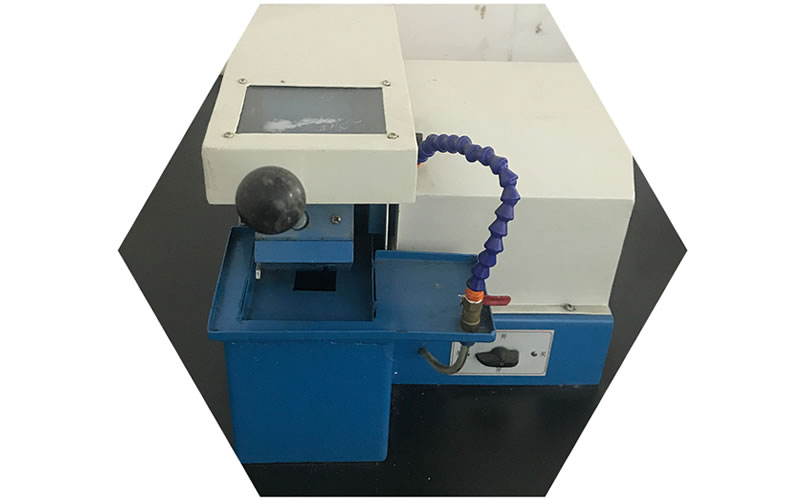
● 实验室配备有德国产OBLF GS1000型光电直读光谱分析仪,光谱制样机,进行炉前,炉中,成品的采样和分析,检测速度快速、准确,具有实时检测,实时控制,确保每炉化学成分的准确性。试验方法按GB/T4336-2002T“碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)”的规定执行。
● 拉伸试验,国产WANGE ETM3050型微机控制电子式万能试验机,全自动电脑打印输出,确保试验的有效性,真实性,准确性。试验方法按GB/T228.1-2010“金属材料 拉伸试验 第1部分:室温试验方法”的规定执行
● 低温冲击试验,国产“同力” JBD-300B型全自动低温冲击试验机,操作便捷,安全、可靠。具有控温自动化,送样自动化,减少试验人为的影响。试验方法按GB/T229-2007“金属材料 夏比摆锤冲击试验方法”的规定执行。
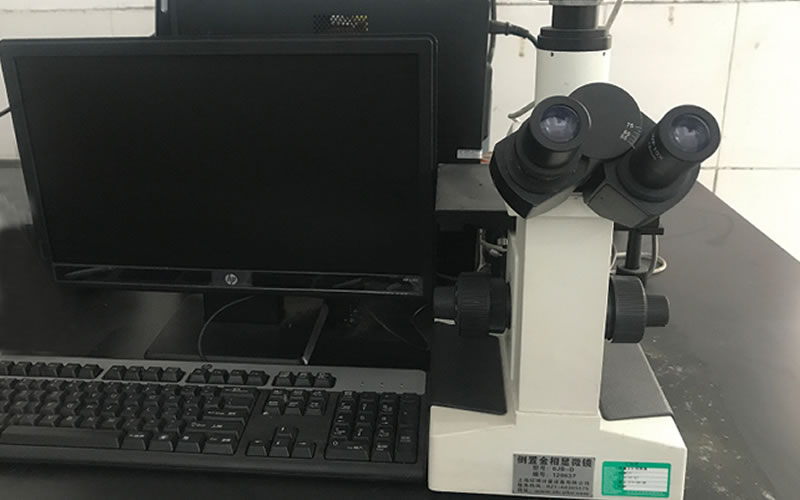
● 断口常规用目视或低倍检查,并配备倒置显微镜,辅以高倍金相检验。
● 另外配备有相关的试样加工设备,(铣床,磨床,刨床,线切割,锯床),冲击试样缺口拉床,冲击试验缺口投影仪,布氏硬度计,金相试验制样机,切割机,三目倒置式金相分析仪,超声测厚仪等一系列辅助试验设备。
● 角件按组批的方式进行控制,采用炉批号(为内腔铸出的7位数,每240型采用同一组数字)来进行规则。每一熔炼浇注炉次均浇注一组试块,以供化学成分及物理性能试验用。化学成分检验允许浇注试块或在浇注途中进行取样试验,其值可作为最终成分结果。所浇注角件、试块按炉批号同炉热处理,并在每一炉批次中随机抽取两只角件进行角件本体试验用。角件解剖检测按每一熔炼浇注炉次中随机抽取2只角件进行。必要时进行外协RT,UT,MT等无损检测进行复核验证。以上试验出现异常时,允许双倍复验。
● 上述试验在取样、制样及加工、试验过程中均需加以区分,利用角件本身的铸字及标志,严格进行标识并转移,必要时可采用补打钢印的方法进行甄别,确保试验角件的代表性。
● 外观目视检查,100%全检。具体方法和判别、处理依据“成品外观质量检查办法及处置”。
● 角件尺寸检查及称重,按抽样检查方式进行。尺寸控制着重“三检”制,操作人员专用检具自检,质控人员量具巡检,验收人员量具专检。
● 上述涉及到的所有量具、检具、设备、仪器仪表均需定期进行校准,鉴定,制定相关规则时均应符合国家标准及上级主管机关的规定要求。